How Rubber-Coated Fabrics Improve Reliability in Harsh Environments
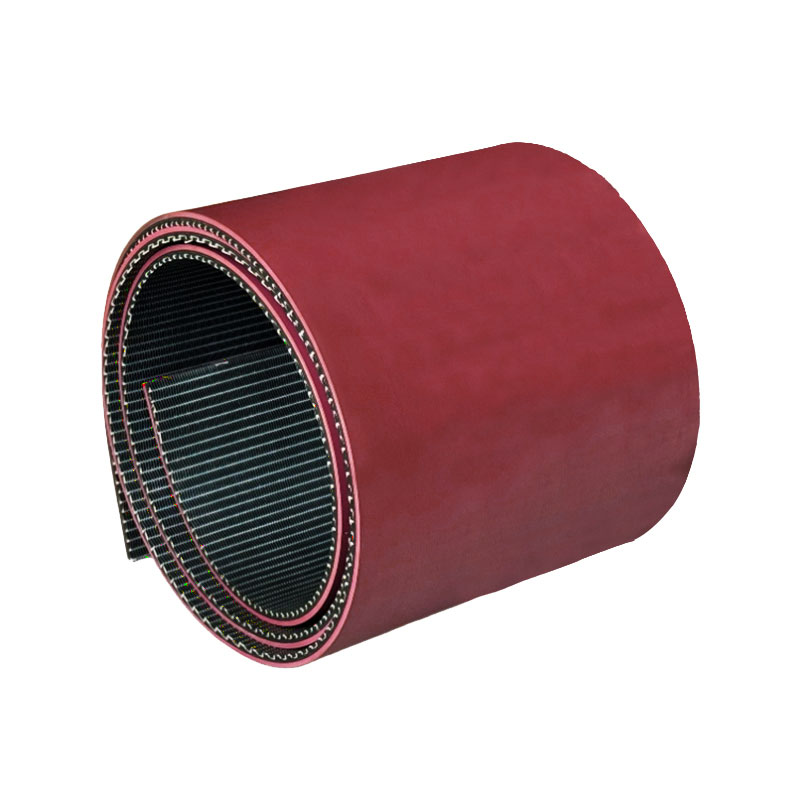
In demanding industrial environments, materials are constantly exposed to abrasion, moisture, chemicals, extreme temperatures, and heavy mechanical stress. Traditional textiles or untreated fabrics often fail under such conditions, leading to cracks, delamination, corrosion, and costly downtime. Rubber-coated fabrics offer a powerful solution by combining the structural strength of textile reinforcement with the protective performance of high-performance rubber. This composite structure significantly improves reliability, durability, and safety across a wide range of harsh applications. The fundamental advantage of rubber-coated fabric lies in its dual-layer design. The base fabric—often woven or knitted from high-strength fibers—provides tensile strength, dimensional stability, and tear resistance. The rubber coating, applied through advanced calendaring or lamination processes, forms a continuous protective barrier. This barrier shields the reinforcement layer from environmental exposure while adding elasticity, sealing capability, and resistance to impact. Together, these properties allow the material to maintain performance under constant stress.
One of the most critical challenges in harsh environments is chemical corrosion. Industrial sites such as mining operations, chemical plants, and infrastructure projects frequently expose materials to acids, alkalis, oils, and solvents. Rubber coatings are formulated to resist chemical attack, preventing degradation of the inner fabric. This chemical resistance extends service life and reduces the need for frequent replacement, ultimately lowering maintenance costs. Abrasion and mechanical wear are equally destructive in heavy-duty engineering projects. Conveyor systems, tunnel construction, and bulk material handling create continuous friction and impact. Rubber-coated fabrics provide a resilient outer layer that absorbs mechanical energy and resists surface damage. The elasticity of rubber allows the material to flex repeatedly without cracking, even under dynamic loading conditions. This flexibility is particularly valuable in systems that experience constant bending or movement.
Moisture and environmental exposure present another reliability risk. Water penetration can weaken fibers, cause swelling, or lead to mold growth. Rubber-coated fabrics form an impermeable seal that prevents water ingress. In outdoor applications, UV-resistant rubber compounds further protect against sunlight degradation, ensuring stable performance in long-term field conditions. This weather resistance makes rubber-coated fabrics suitable for infrastructure, transportation, and marine-related projects. Temperature stability is also essential. Harsh environments often involve high heat, cold climates, or rapid temperature changes. Specialized rubber formulations maintain elasticity and mechanical strength across wide temperature ranges. Unlike untreated textiles that may become brittle in cold conditions or weaken under heat, rubber-coated fabrics retain flexibility and structural integrity, ensuring consistent functionality.
Safety performance is another important factor. In environments where sealing and containment are critical—such as dust control systems or protective barriers—rubber-coated fabrics provide airtight and watertight sealing capabilities. This reduces leakage, prevents contamination, and enhances operational safety. The shock-absorbing characteristics of rubber also contribute to vibration reduction and noise control in heavy machinery systems. Reliability in harsh environments ultimately depends on material engineering precision. High-quality rubber-coated fabrics are manufactured under strict process control to ensure uniform thickness, strong adhesion between fabric and rubber layers, and consistent mechanical properties. Advanced bonding techniques prevent delamination, which is one of the most common failure modes in composite materials.
As industries continue to modernize and operate in increasingly demanding conditions, material performance becomes a key competitive factor. Rubber-coated fabrics represent a proven solution for enhancing durability, reducing downtime, and ensuring long-term operational stability. By integrating strength, flexibility, and environmental resistance into a single composite material, these fabrics provide the reliability that modern heavy-duty industries require.