How Reinforcement Layers Improve Rubber Product Strength
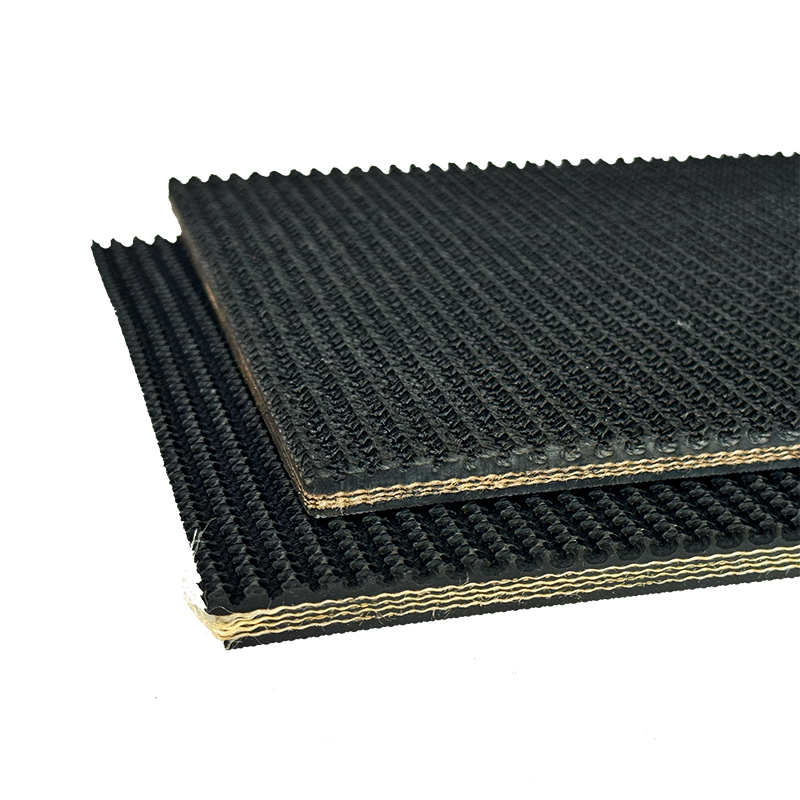
Rubber materials are widely valued for their flexibility, elasticity, and sealing capabilities, but in many industrial applications, rubber alone is not sufficient to withstand heavy loads, continuous stress, or demanding operating environments. To enhance performance, manufacturers often incorporate reinforcement layers into rubber products. These reinforcement layers significantly improve mechanical strength, dimensional stability, durability, and overall reliability, making them essential for high-performance applications such as conveyor belts, industrial fabrics, rail transportation components, and specialized rubber sheets. At its core, a reinforcement layer acts as the structural backbone of a rubber product. While the rubber compound provides flexibility, cushioning, and environmental resistance, the reinforcement material contributes tensile strength and load-bearing capacity. Common reinforcement materials include polyester fabrics, nylon fabrics, aramid fibers, fiberglass, steel cords, and other high-strength textiles. By combining these materials with rubber, manufacturers create composite structures that offer the advantages of both flexibility and strength.
One of the most important benefits of reinforcement layers is improved tensile strength. Pure rubber can stretch significantly under load, but excessive stretching may lead to deformation or failure. Reinforcement fabrics limit elongation while distributing stress more evenly throughout the product. This characteristic is particularly important in conveyor belts, where materials are continuously transported over long distances under heavy loads. Reinforced structures help belts maintain their shape and performance even during prolonged operation. Tear resistance is another area where reinforcement layers provide significant advantages. In industrial environments, rubber products are often exposed to sharp edges, impact forces, and abrasive materials. Without reinforcement, small cuts or punctures can quickly develop into larger tears. Reinforcement layers act as barriers that prevent damage from spreading, increasing the product's resistance to mechanical failure and extending its service life.
Dimensional stability is especially important in applications requiring precision and consistency. Temperature fluctuations, mechanical loads, and repeated use can cause ordinary rubber products to expand, contract, or deform. Reinforcement layers help maintain structural integrity by controlling dimensional changes. This stability is essential in conveyor systems, sealing products, and industrial rubber fabrics where consistent performance directly affects operational efficiency. Another major advantage is enhanced fatigue resistance. Many rubber products undergo repeated cycles of bending, stretching, compression, and relaxation during normal operation. Over time, these repeated stresses can weaken the material and lead to cracks or failure. Reinforcement layers distribute mechanical loads more effectively, reducing localized stress concentrations and improving resistance to fatigue. This allows products to maintain performance over longer operational periods.
In high-temperature applications, reinforcement layers can also improve product reliability. Heat exposure often accelerates material aging and weakens mechanical properties. Carefully selected reinforcement materials retain their strength under elevated temperatures and help preserve the structural stability of the rubber composite. This is particularly valuable in silicone rubber sheets used in hot presses, vacuum laminators, and photovoltaic module manufacturing. Reinforcement layers additionally improve impact resistance and load distribution. In rail transportation systems, industrial machinery, and heavy-duty engineering applications, rubber components are frequently exposed to shock loads and vibration. Reinforced rubber structures absorb and distribute these forces more evenly, reducing material stress and improving long-term durability. This contributes to safer and more reliable system performance.
The type of reinforcement used depends on the specific application requirements. Polyester fabrics offer excellent dimensional stability and cost-effectiveness. Nylon provides superior flexibility and impact resistance. Aramid fibers deliver exceptional strength-to-weight ratios, while steel cord reinforcements are commonly used in applications requiring maximum load-bearing capacity. By selecting the appropriate reinforcement material, manufacturers can tailor product performance to meet specific industry needs. Modern manufacturing techniques have further enhanced the effectiveness of reinforcement layers. Advanced bonding technologies ensure strong adhesion between rubber compounds and reinforcement materials, preventing delamination even under severe operating conditions. Precise production controls also guarantee uniform layer distribution and consistent product quality, which are critical for high-performance industrial applications.
As industrial systems continue to demand greater durability, efficiency, and reliability, reinforcement technology will remain a key factor in rubber product development. Reinforcement layers transform rubber from a flexible material into a highly engineered composite capable of withstanding extreme mechanical and environmental challenges. Through the combination of advanced materials, precise manufacturing, and innovative design, reinforced rubber products provide the strength and longevity required by modern industries, helping reduce maintenance costs, improve operational efficiency, and ensure long-term performance.